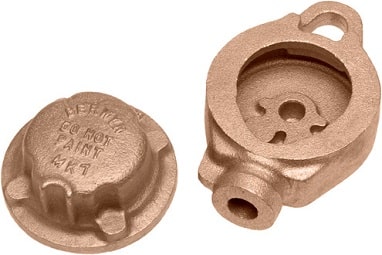
Sand Casting
Sand casting has several benefits including:

- Low tooling costs and fast set-up compared to investment or die casting.
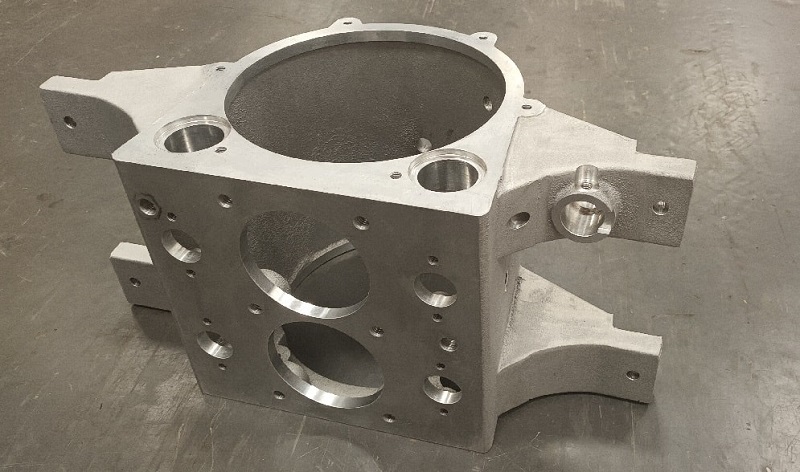
- Large casting sizes possible. NovaCast is able to cast aluminium alloys up to 110kg and ferrous alloys up to 3000kg through our partner foundries, using sand casting methods.
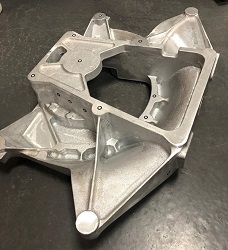
- Complex and intricate castings can be achieved with multiple internal cores.
- It is possible to achieve low gas porosity for pressure tight castings.
- Up to 70% of the sand used in the process is reclaimed.
- Very versatile; many different kinds of metal alloy can be cast using this process.
- Sand casting is best suited to low volume or complex non-ferrous castings or large ferrous castings.
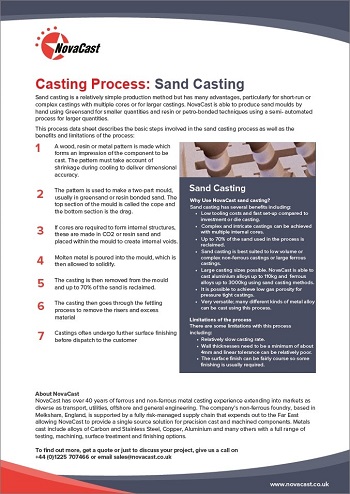
Sand Casting Process
- A wood, resin or metal pattern is made which forms an impression of the component to be cast.
- The pattern is used to make a mould, usually in greensand or resin bonded sand.
- If cores are required to form internal structures, these are made in CO2 or resin sand.
- Molten metal is poured into the mould, which is then allowed to solidify.
- The casting is then removed from the mould and up to 70% of the sand is reclaimed.
The casting then goes through the fettling process to remove the risers and excess material
Castings often undergo further surface finishing before dispatch to the customer
Limitations of the process
There are some limitations with this process including:
- Relatively slow casting rate
- Wall thicknesses need to be a minimum of about 4mm and linear tolerance can be relatively poor.
- The surface finish can be fairly course so some finishing is usually required.
View images of the sand casting process in our “Facilities Gallery”.
To discuss your requirements, call a member of NovaCast’s team on +44 (0) 1225 707466, send us a message here or email sales@novacast.co.uk.