Investment Casting
Why use NovaCast Investment Casting?
Investment casting delivers many benefits including:
- Great versatility; suitable for casting most metals.
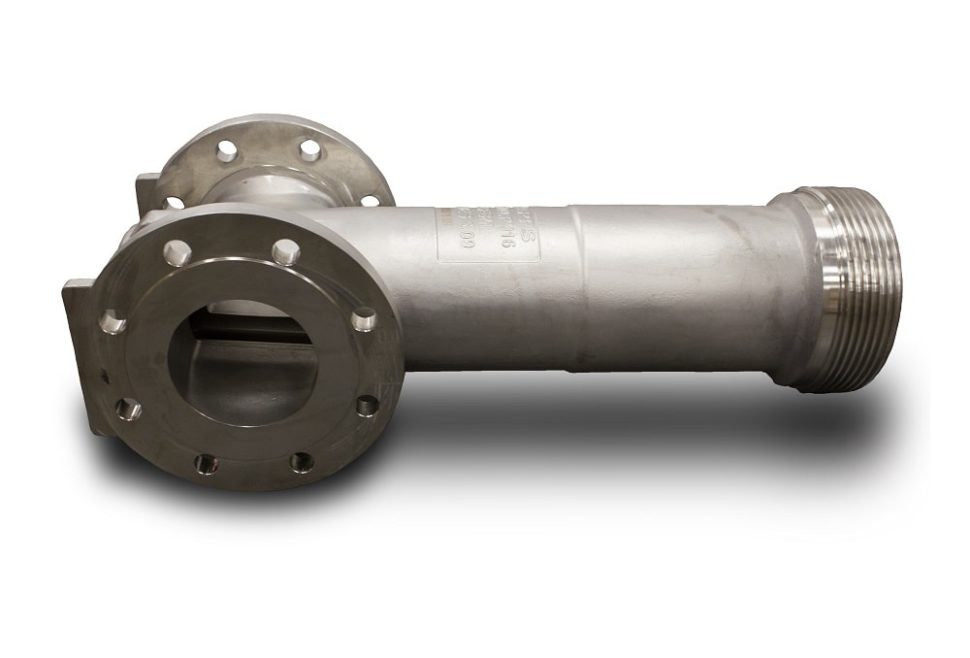
- Will allow very intricate castings to be produced.
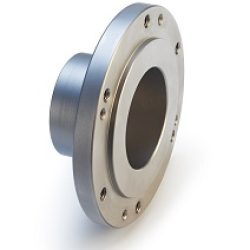
- Smooth surface finishes are possible with no seam line so machining and finishing are reduced or eliminated.
- Allows un-machinable parts to be cast accurately instead.
- Excellent dimensional accuracy
- High volume production can be achieved with low repeat costs.
- Can be used to prototype and prove designs prior to die casting tooling investment.
- Is ideally suited to smaller, intricate or complex designs although we can cast up to 250kg
Investment Casting process
- A metal die is made, the impression being the same as required in the final mould.

Download the Investment Casting Process Data Sheet here - Molten wax is injected into the metal pattern, allowed to solidify and then removed. Some complex wax patterns are fabricated by joining several separate patterns together using an adhesive.
- The waxes are then assembled on a wax tree, many parts can be put on the tree depending on size, it is common for components to be in the weight range 0.1kg up to 80kg.
- The tree is then immersed in several different slurries to coat the wax, the initial slurry is fine as this will be the surface finish of the final casting.
- After drying, the trees of wax are put into ovens of about 200 degrees to melt out the wax.
- When all wax is removed the trees are heated up to about 900 degrees to complete preparation for casting.
- The metal is then poured into the moulds.
- Once solidified, the outer shell is broken away to reveal the finished casting.
Limitations of the process
There are some disadvantages to this process including:
- Preparation of the wax patterns and shell moulds is time consuming so can be expensive.
- Investment casting is not well suited to very high volume manufacturing due to the cycle times.
To discuss your requirements, call a member of NovaCast’s team on +44 (0) 1225 707466, send us a message here or email sales@novacast.co.uk.