Lost Foam Casting
Why Use NovaCast Lost Foam Casting?
Lost foam casting delivers many benefits, including:
- Dimensionally accurate with typical linear tolerances of just ±0.005mm/mm
- Maintains an excellent surface finish, typically between 2.5 and 25µm
- Requires no draft to aid removal from the mould
- Has no parting lines and no flash is formed providing a better, more consistent surface finish without the need for further machining
- Unbonded sand is used which is simpler and cheaper than greensand or resin bonded sand
- Fewer steps are involved than with investment casting so costs are lower
- Risers are not normally needed so less metal is used and less finishing is required
- Natural directional solidification takes place, so casting is more predictable with fewer defects
- Foam patterns are easy to manipulate, carve, glue and handle
- Multiple parts can be consolidated in a single complex casting, reducing the need for post casting assembly
- Process is suitable for aluminium and nickel alloys, steels and cast irons. It can also be used for casting stainless steels and copper alloys.
- Versatility: Cast parts can range from 0.5kg to several tonnes
- Minimum wall thicknesses are just 2.5mm with no upper limit
Lost Foam Casting Process
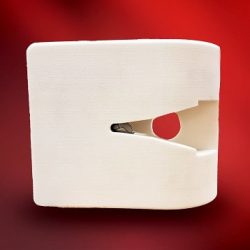
- A foam pattern (see images below) is made using expanded polystyrene (2.5% polystyrene, 97.5% air). This can be formed by closed-die moulding, machining or assembly from multiple parts. Risers and gates are included at this stage.
- Multiple finished patterns (including gating system) are glued together to form a cluster.
- The cluster is coated with a permeable refractory slurry, usually by dipping. Once dry, the refractory coating forms a hard shell around the foam pattern. Various refractory coatings can be used depending on the surface finish required.
- The cluster is then placed in a foundry flask or box and surrounded by loose, un-bonded sand which is then vibrated to aid compaction.
- Molten metal is then poured into the mould. The foam pattern instantly vaporises and metal fills the void left within the refractory shell.
- Once cooling and solidification has taken place, the sand and shell are broken away, the risers and gates are removed and the finished casting remains.
- The cast product or component can then be finished, treated or machined as with any other casting.
Limitations of the process
There are some disadvantages to the lost foam casting process including:
- Pattern costs can be high for low-volume applications
- Patterns are light and easy to handle but are easily damaged or distorted
- If closed-die moulding is used to create the pattern then the cost of the die can be high
To discuss your requirements, call a member of NovaCast’s team on +44 (0) 1225 707466, send us a message here or email sales@novacast.co.uk.